








three-axis, four-axis, and five-axis CNC machining centers
three-axis, four-axis, and five-axis CNC machining centers
Release date :2024-12-20 Browse times:562
A machining center is a CNC machine tool equipped with a tool magazine and automatic tool-changing capability, which can perform multiple machining operations on a workpiece after a single setup. As a highly integrated mechatronic product, once the workpiece is clamped, the CNC system can control the machine to automatically select and change tools, automatically align tools, adjust spindle speed and feed rate, and continuously complete various operations such as drilling, boring, milling, reaming, and tapping. This significantly reduces auxiliary time for workpiece clamping, measurement, and machine adjustment, making it economically effective for parts with complex shapes, high precision requirements, and frequent variety changes. So, what are the specific differences between the commonly mentioned three-axis, four-axis, and five-axis machining centers?
Three-axis CNC milling remains one of the most popular and widely used machining processes. A three-axis vertical CNC machining center consists of three linear axes moving in different directions: up-down, left-right, and front-back, with the up-down direction being the spindle that can rotate at high speeds. In three-axis machining, the workpiece remains fixed while the rotating tool cuts along the X, Y, and Z axes. This is a relatively simple form of CNC machining suitable for producing products with simple structures but not appropriate for processing complex geometries or products with intricate components. Due to the limitation of cutting only along three axes, the machining speed may also be slower than that

II. Four-Axis Machining Centers
A four-axis vertical machining center is a three-axis machine enhanced with an additional rotational axis, allowing 360-degree rotation in the horizontal plane but not at high speeds.
In four-axis CNC milling, a fourth axis is added to the cutting tool's movement, enabling rotation around the X-axis. This results in four axes: X-axis, Y-axis, Z-axis, and A-axis (rotation around the X-axis). Most four-axis CNC machines also allow workpiece rotation, known as the B-axis, enabling the machine to function both as a mill and a lathe.
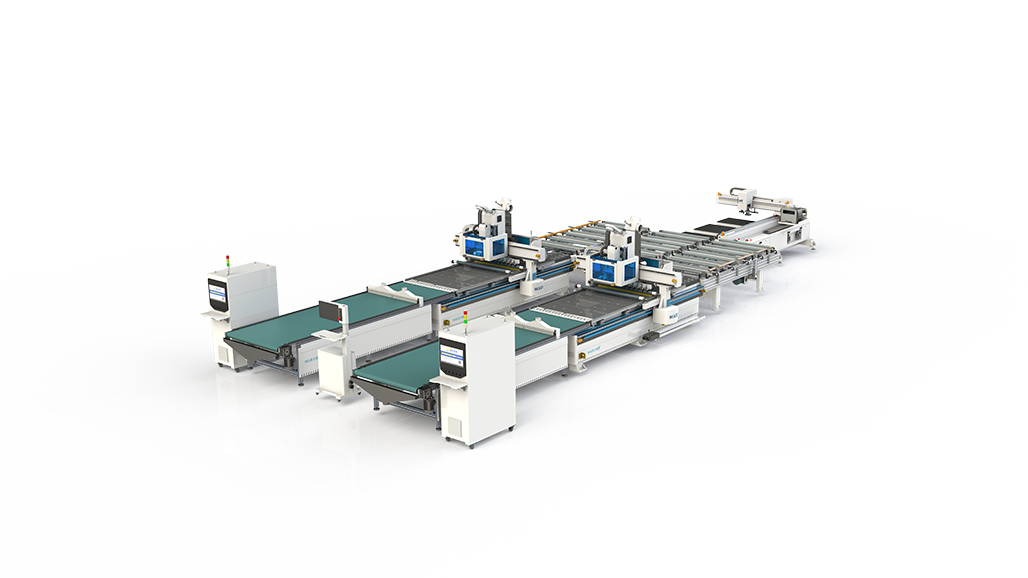
Four-axis CNC machining is the ideal choice when drilling holes on the side of a part or on the curved surface of a cylinder. It significantly accelerates the machining process and offers high precision. (The following image shows the Zhanshen Composites Four-Axis Machining Center as an example.)

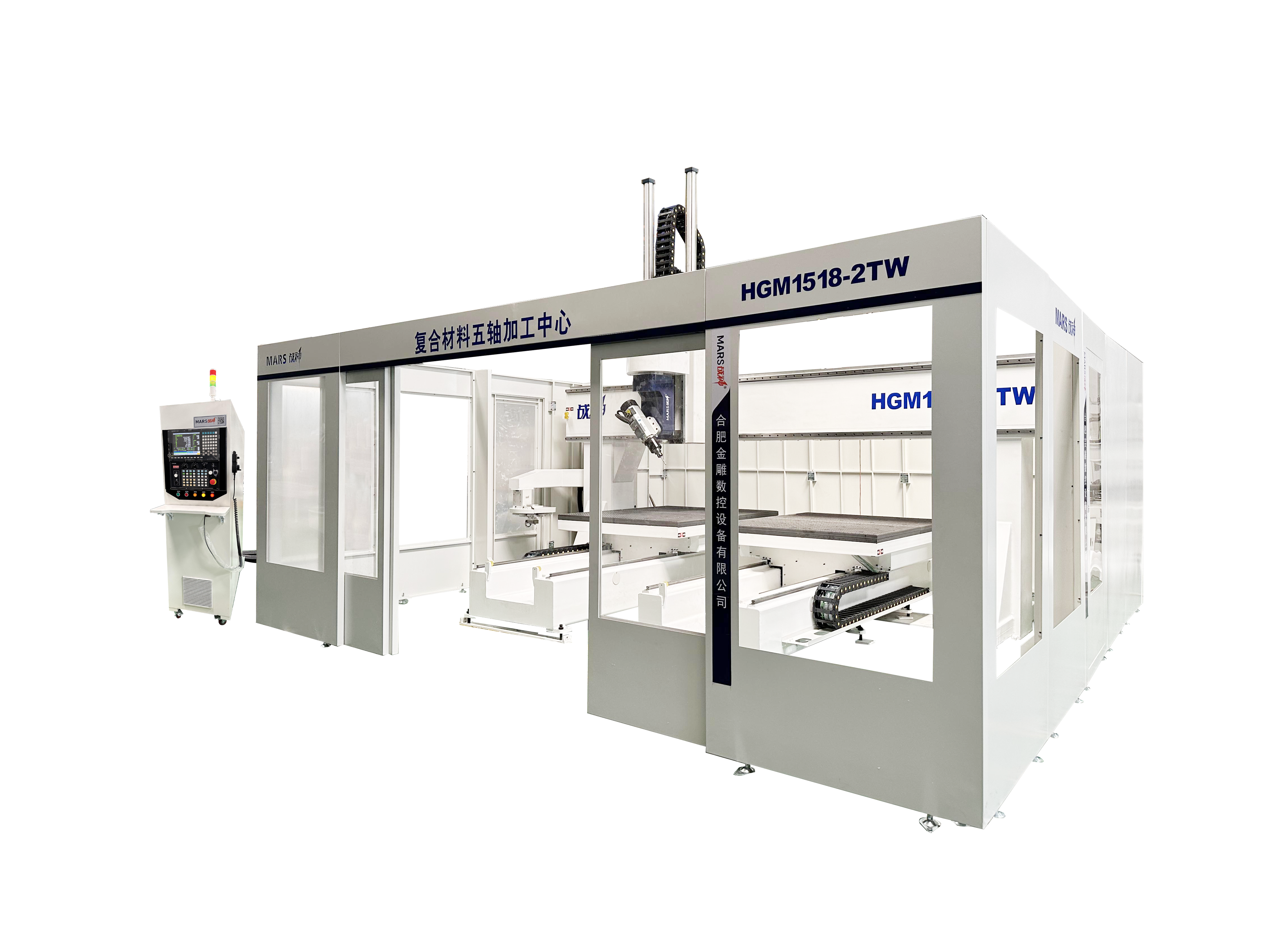
Three. Five-axis Machining centers: A five-axis machining center has an additional axis that can rotate 360 degrees vertically compared to a four-axis machining center. It cannot rotate at high speed. This rotating axis is usually located above the upper and lower axes, that is, above the main shaft. The fifth axis rotates around the Y-axis, also known as the B-axis. Workpieces can also rotate on some machines and are sometimes referred to as B-axis or C-axis. Five-axis machining centers can process parts such as statues, impeller blades and integral blisks at one time. They can also use shorter tools for processing, enhancing system rigidity, reducing the number of tools and avoiding the production of special tools. For our business owners, it means that five-axis machine tools will save money in terms of tool costs. Take the following picture as an example, the War God composite material five-axis machining center
)
There are two rotary modes for five-axis machining centers. The rotary axis of the worktable can divide the workpiece into any Angle for processing, and process inclined surfaces and inclined holes. With the support of high-end CNC five-axis systems and software RETP, it can also process complex spatial curved surfaces. The advantage of this type of five-axis machining center is that the structure of the spindle is simple and the rigidity is good, but the disadvantage is that the load-bearing capacity is relatively small. The spindle swing head rotates, and the front end of the spindle is designed with a rotary head. The advantage lies in that the processing of the spindle can be very flexible, and the worktable can bear a heavier load. When using spherical milling to machine curved surfaces, the centerline of the tool and the vertical surface of the processing surface can effectively avoid vertex cutting by the rotation of the spindle, which can ensure the linear speed and also improve the surface processing quality. This structure is often chosen for molds with high precision requirements on curved surfaces. To meet the requirements of more precise rotational accuracy, a grating ruler can also be equipped. The accuracy can reach a few seconds, but the price is slightly higher. Summary: In simple terms, a five-axis machining center only has two more rotation directions than a common three-axis or four-axis machining center. For instance, a vertical machining center has three axes. If the workpiece rotates left and right during processing, it becomes a fourth axis. If it can rotate left and right as well as front and back, it is a five-axis machining center. This article is from the Internet. If it is not allowed to be reprinted, please contact our company for deletion.


